
آیا تابهحال پیش آمده که پس از ساعتها اندازهگیری دقیق و آمادهسازی نقشه، با اولین تماس تیغه اره متوجه شوید که لبههای ورق ام دی اف ارزشمندتان دچار لبپریدگی شده و تمام زحماتتان به هدر رفته است؟ برش تمیز و بدون نقص ورقهای روکشدار، همواره یکی از بزرگترین چالشهای نجاران حرفهای و علاقهمندان به پروژههای چوبی (DIY) بوده است. در این مقاله، نهتنها دلایل فنی خرد شدن لبهها را ریشهیابی میکنیم، بلکه راهکارهای عملی و آزمودهشده؛ از انتخاب تیغه مناسب گرفته تا تکنیکهای دستی هوشمندانه را به شما آموزش میدهیم تا بتوانید به کیفیت برشی در حد کارخانه دست یابید.
- چرا ام دی اف هنگام برش لبپر میشود؟
- پیشنیازهای ضروری: ابزار و تیغه مناسب برای برش تمیز
- آموزش گامبهگام برش ام دی اف بدون لبپریدگی (تکنیکهای اجرایی)
- تنظیمات دستگاه و اصول ایمنی در کارگاه
- اشتباهات رایج که باعث خراب شدن لبه ام دی اف میشوند
- خدمات برش حرفهای ام دی اف: چه زمانی برونسپاری کنیم؟
- ترمیم لب پر شدن ام دی اف
چرا ام دی اف هنگام برش لبپر میشود؟
برای حل معضل لبپر شدن (Chipping)، ابتدا باید ساختار MDF و مکانیسم برش را بشناسیم. ورقهای ام دی اف از الیاف چوبی فشرده با روکشهای ملامینه، هایگلاس یا سایر پوششها تشکیل شدهاند. این روکشها ماهیتی بسیار شکننده و ترد دارند. زمانی که دندانههای تیغه اره از مغز ورق به سمت بیرون حرکت میکنند، اگر زاویه برش یا فشار وارده مناسب نباشد، تیغه بهجای بریدن روکش، آن را به سمت بالا هل داده و باعث شکستن یا پریدن تکههای ریز از لبه کار میشود.
علاوه بر ماهیت ترد روکشها، عواملی نظیر لرزش دستگاه، کندی تیغه و عدم حمایت کافی از الیاف چوب در نقطه خروج تیغه، از اصلیترین دلایل ایجاد لبههای دندانهموشی و نامرتب هستند. درک این نکته که برش در واقع یک فرآیند برادهبرداری است و نه شکافتن، به ما کمک میکند تا با انتخاب ابزار و روش صحیح، تنش وارد بر لبههای حساس روکش را به حداقل برسانیم.
پیشنیازهای ضروری: ابزار و تیغه مناسب برای برش تمیز
پیش از شروع کار، اطمینان حاصل کنید که تجهیزات شما برای برش ورقهای روکشدار کالیبره و آماده هستند. استفاده از ابزار عمومی نجاری برای برش ام دی اف، معمولاً نتیجهای جز افت کیفیت و خرابی قطعه کار نخواهد داشت.
انتخاب تیغه اره الماسه (TCT) و دندانه مناسب
اولین و حیاتیترین گام، جایگزینی تیغههای معمولی فولادی با تیغههای نوک تنگستن کارباید (TCT) است. این تیغهها مقاومت حرارتی بسیار بالایی دارند و دیرتر کند میشوند. اما جنس تیغه بهتنهایی ضامن کیفیت نیست؛ تعداد دندانه نیز نقشی کلیدی ایفا میکند. قانون طلایی برای برش ام دی اف این است: «دندانه بیشتر، برش تمیزتر». برای اره گردبر دستی، تیغهای با حداقل ۶۰ دندانه و برای ارههای میزی یا فارسیبر، تیغههایی با ۸۰ تا ۹۶ دندانه پیشنهاد میشود تا ضربه وارده به روکش در هر دور چرخش به کمترین میزان ممکن برسد.
تفاوت تیغه چوببر و تیغه مخصوص ام دی اف (TCG)
بسیاری از افراد بهاشتباه از تیغههای مخصوص چوب طبیعی (که دندانههای چپ و راست دارند) برای برش ام دی اف استفاده میکنند. برای ورقهای روکشدار، شما به تیغهای با هندسه دندانه TCG (Triple Chip Grind) نیاز دارید. در این طراحی مهندسیشده، دندانهها بهصورت یکیدرمیان ذوزنقهای و تخت قرار گرفتهاند. دندانه ذوزنقهای یک شیار در مرکز ایجاد میکند و دندانه تخت، گوشهها را تمیز میتراشد. این هندسه خاص باعث میشود فشار جانبی از روی لبههای شکننده روکش برداشته شده و احتمال لبپر شدن بهشدت کاهش یابد.

نقش حیاتی تیز بودن تیغه در کیفیت لبهها
حتی پیشرفتهترین و گرانترین تیغهها نیز اگر کند باشند، منجر به خرد شدن لبهها خواهند شد. تیغه کند بهجای بریدن الیاف، آنها را میکَنَد و اصطکاک زیادی تولید میکند که نتیجه آن سوختن لبه کار است. اگر احساس کردید برای پیش بردن اره نیاز به اعمال نیروی فیزیکی بیشتری دارید یا بوی سوختگی به مشامتان رسید، زمان آن فرا رسیده که تیغه را تیز یا تعویض کنید. همچنین، تمیز نگه داشتن بدنه تیغه از صمغ و چسب چوب، در حفظ تیزی و کیفیت برش تأثیر بسزایی دارد.
آموزش گامبهگام برش ام دی اف بدون لبپریدگی (تکنیکهای اجرایی)
اگر به ماشینآلات صنعتی دسترسی ندارید، جای نگرانی نیست. با رعایت چند تکنیک ساده اما حرفهای، میتوانید با ابزارهای دستی و خانگی نیز به برشی تمیز و قابلقبول دست پیدا کنید.
تکنیک ۱: استفاده از نوار چسب کاغذی روی خط برش
یکی از قدیمیترین و کارآمدترین ترفندهای کارگاهی، استفاده از نوار چسب کاغذی (Masking Tape) است. نوار چسب را دقیقاً روی مسیری که قصد برش آن را دارید بچسبانید و خط برش را روی آن ترسیم کنید. چسب کاغذی همانند یک لایه محافظ عمل کرده و الیاف روکش را هنگام خروج تیغه در جای خود فیکس میکند. پس از اتمام برش، چسب را بهآرامی و با زاویهای تند جدا کنید تا روکش بلند نشود.

تکنیک ۲: روش دو مرحلهای (خطزنی) با اره گردبر یا دستی
این تکنیک عملکرد دستگاههای پیشرفته دورکن را شبیهسازی میکند. اگر از اره گردبر استفاده میکنید، میتوانید عمق تیغه را روی ۱ تا ۲ میلیمتر تنظیم کنید و یکبار بهصورت معکوس (با احتیاط فراوان و رعایت کامل اصول ایمنی) روی خط برش حرکت کنید تا تنها روکش بریده شود. سپس عمق را افزایش داده و برش اصلی را انجام دهید.
اگر ابزار برقی در اختیار ندارید، روش «خطزنی با تیغ موکتبری» (Razor Score) بسیار راهگشا است. با استفاده از یک خطکش فلزی و تیغ موکتبری تیز، دقیقاً روی خط برش را چندین بار خط بیندازید تا روکش کاملاً بریده شود. این عمل باعث میشود وقتی دندانههای اره به این خط میرسند، روکش از قبل جدا شده باشد و دیگر دچار لبپر شدن نگردد.

تکنیک ۳: جهت صحیح قرارگیری ورق (رو به بالا یا پایین؟)
جهت قرارگیری ورق روی میز کار، مستقیماً به نوع دستگاه شما بستگی دارد؛ نکتهای که بسیاری از مبتدیان آن را نادیده میگیرند. دندانههای اره گردبر (دیسکی) و اره عمودبر (Jigsaw) معمولاً رو به بالا برش میزنند؛ بنابراین باید «سمتِ نمای» ورق (سمت اصلی) را رو به پایین قرار دهید تا لبپر شدن احتمالی در پشت کار رخ دهد. اما در ارههای میزی و فارسیبر، چون تیغه از بالا به پایین وارد قطعه میشود (یا جهت چرخش به سمت پایین میز است)، باید سمت نمای ورق را «رو به بالا» قرار دهید.
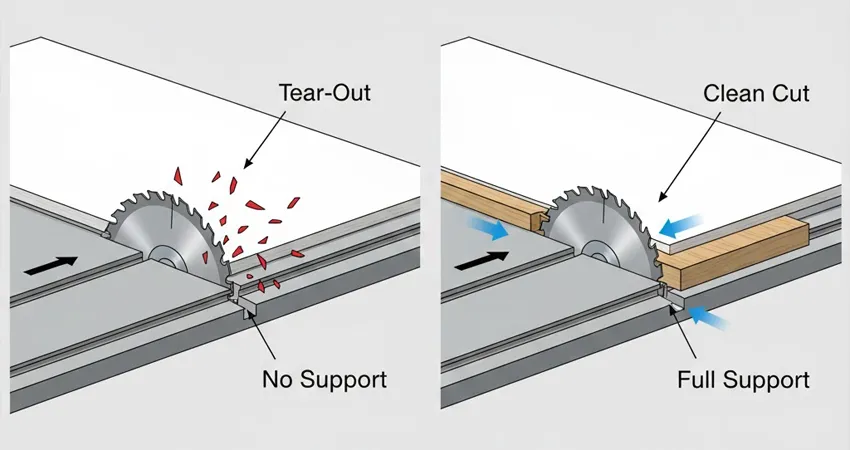
تکنیک ۴: ساخت و استفاده از کفی مبنای صفر (Zero Clearance)
فاصله زیاد میان تیغه و صفحه فلزی زیر آن (در ارههای گردبر و فارسیبر)، عامل اصلی لبپر شدن است؛ زیرا لبه کار هیچ تکیهگاهی ندارد. شما میتوانید با استفاده از یک تکه ام دی اف نازک یا پلکسیگلاس، صفحهای جدید بسازید که دقیقاً به اندازه ضخامت تیغه شیار داشته باشد. این صفحه که به آن «Zero Clearance Insert» میگویند، الیاف چوب را دقیقاً تا لبه تیغه پشتیبانی میکند و مانع از پرتاب شدن روکش به بیرون میشود.
تنظیمات دستگاه و اصول ایمنی در کارگاه
برای فعالان کارگاههای نجاری یا کسانی که از ارههای میزی استفاده میکنند، تنظیمات دقیق دستگاه مرز میان یک برش آماتور و یک خروجی حرفهای را تعیین میکند.
تنظیم ارتفاع تیغه نسبت به ضخامت ورق
ارتفاع تیغه نباید بیشازحد بالا باشد. حالت بهینه این است که دندانههای تیغه حدود ۱۰ تا ۱۵ میلیمتر (یا به اندازه ارتفاع یک دندانه کامل) از سطح بالایی ورق بیرون بزنند. این زاویه حمله موجب میشود تیغه بیشتر به سمت پایین برش بزند تا رو به جلو؛ که نتیجه آن لرزش کمتر و برشی تمیزتر خواهد بود.
اهمیت استفاده از تیغه خطزن (Scoring Blade) در دستگاه دورکن
در دستگاههای دورکن صنعتی، یک تیغه کوچکتر در جلوی تیغه اصلی تعبیه شده که به آن «خطزن» میگویند. این تیغه در جهت مخالف تیغه اصلی میچرخد و تنها لایه زیرین روکش را برش میدهد. بدین ترتیب، هنگامی که تیغه اصلی وارد کار میشود، لبه زیرین قبلاً بریده شده و هیچگونه لبپریدگی در دو طرف ورق ایجاد نمیشود. تنظیم دقیق همراستایی خطزن با تیغه اصلی در این فرآیند بسیار حیاتی است.
نکات ایمنی حیاتی: محافظ تیغه و تمرکز روحی
هرگز برای دیدن بهتر خط برش، محافظ روی تیغه را جدا نکنید. علاوه بر خطر جدی قطع عضو، محافظ تیغه بهعنوان یک مکنده گرد و غبار نیز عمل میکند. همچنین، خستگی ذهنی یکی از عوامل اصلی بروز حوادث و خطاهای برشکاری است. هرگز زمانی که خسته هستید یا تمرکز کافی ندارید، اقدام به کار با دستگاه نکنید؛ چراکه یک لحظه غفلت میتواند منجر به خرابی ورق یا آسیبهای جسمی جبرانناپذیر شود.
اشتباهات رایج که باعث خراب شدن لبه ام دی اف میشوند
گاهی اوقات با وجود در اختیار داشتن ابزار مناسب، نتیجه کار مطلوب نیست. این مسئله معمولاً ناشی از خطاهای اجرایی زیر است:
بر اساس گزارش «بررسیهای صنعت چوب (Industry Reviews)»: «برش دقیق ام دی اف میتواند تا ۲۰٪ از هزینههای تولید را کاهش دهد.» این آمار نشاندهنده اهمیت حیاتی اجتناب از خطاهای رایج در فرآیند برشکاری است.
سرعت پیشروی نامناسب (خیلی تند یا خیلی کند)
سرعت حرکت دادن ورق به سمت تیغه (فید ریت) باید متعادل و یکنواخت باشد. اگر ورق را خیلی سریع هل دهید، به دندانهها فرصت کافی برای برداشتن براده نمیدهید و باعث لبپر شدن شدید لبهها میشوید. در مقابل، اگر خیلی کند حرکت کنید، اصطکاک باعث داغ شدن تیغه و ایجاد لکههای سوختگی سیاه روی لبه کار میشود. صدای دستگاه راهنمای خوبی است؛ نباید صدای موتور دچار افت شدید شود.
لرزش ورق و عدم مهار صحیح قطعه کار
لرزش، دشمن اصلی برش تمیز است. اگر ورق ام دی اف روی میز لق بزند یا تاب داشته باشد، در لحظه برخورد با تیغه دچار نوسان شده و لبهها خرد میشوند. همواره از گیره یا نگهدارندهها استفاده کنید و مطمئن شوید که ورق کاملاً روی سطح میز خوابیده است. برای برش ورقهای بزرگ، حتماً از میزهای کمکی یا یک نفر نیروی کمکی جهت مهار انتهای ورق بهره بگیرید.
استفاده از تیغههای کند یا کثیف
بسیاری از کاربران فراموش میکنند که تیغهها نیازمند نظافت هستند. صمغ و رزین موجود در ام دی اف روی بدنه تیغه میچسبد و باعث افزایش اصطکاک و حرارت میشود. استفاده از اسپریهای تمیزکننده تیغه و سرویس دورهای تیز کردن دندانهها، عمر مفید تیغه و کیفیت نهایی برش را تضمین میکند.
خدمات برش حرفهای ام دی اف: چه زمانی برونسپاری کنیم؟
گاهی حجم کار، پیچیدگی برشها یا حساسیت پروژه بهقدری است که انجام آن با ابزارهای دستی یا کارگاهی کوچک، مقرونبهصرفه و منطقی نیست. در این شرایط، بهرهگیری از خدمات برش حرفهای هوشمندانهترین گزینه است.
مزایای استفاده از دستگاههای پانلبر اتوماتیک و CNC
مراکز خدماتی مجهز به دستگاههای پانلبر کامپیوتری و CNC هستند که با دقت دهم میلیمتر برش میزنند. این دستگاهها دارای سیستمهای پیشرفته مهار ورق (Air Table) و تیغههای خطزن اتوماتیک هستند که برشی کاملاً تمیز و گونیا (۹۰ درجه دقیق) را تضمین میکنند. علاوه بر کیفیت، سرعت بالا و عدم نیاز به درگیری با گرد و غبار سمی ام دی اف، از مزایای اصلی برونسپاری است.
عوامل موثر بر هزینه خدمات برش (ضخامت، روکش و تیراژ)
هزینه خدمات برش معمولاً بر اساس چند فاکتور کلیدی محاسبه میشود که آگاهی از آنها به مدیریت بودجه پروژه شما کمک میکند:
- ضخامت ورق: برش ورقهای ضخیمتر (مثلاً ۱۸ میل یا ۲۵ میل) نسبت به ورقهای ۱۶ میل استاندارد، هزینه بیشتری دارد؛ زیرا استهلاک دستگاه را افزایش میدهد.
- نوع روکش: برش ورقهای «هایگلاس» (High Gloss) و روکشهای PVC به دلیل حساسیت بالا و نیاز به دقت مضاعف برای جلوگیری از خط و خش، گرانتر از ورقهای ملامینه معمولی است.
- پیچیدگی برش: برشهای منحنی، زاویهدار یا الگوهای خاص که نیاز به CNC دارند، تعرفه متفاوتی نسبت به برشهای راسته دارند.
- تیراژ کار: معمولاً سفارشهای حجیم (مانند برش پالتهای ۳۲ ورقی) هزینه واحد کمتری نسبت به برش یک یا دو ورق تکی دارند.
برای انتخاب بهتر متریال و درک تفاوت هزینههای برش و نگهداری، جدول زیر مقایسهای جامع بین انواع رایج کابینت ارائه میدهد:
| ویژگی | کابینت ام دی اف (ملامینه) | کابینت هایگلاس | کابینت انزو (پولیشی) |
|---|---|---|---|
| جنس مغزی | ام دی اف خام | ام دی اف خام | ام دی اف خام (معمولاً ۲۵ میل) |
| نوع روکش | کاغذ ملامینه | پلکسی گلاس | رنگ پلیاورتان / وکیوم |
| مقاومت در برابر خش | متوسط | کم (حساس) | زیاد |
| هزینه اجرا و برش | اقتصادی | گران | بسیار گران |
| سبک طراحی | مدرن و کلاسیک | مدرن | نئوکلاسیک |
| سهولت نظافت | آسان | سخت (لکپذیری بالا) | متوسط |
ترمیم لب پر شدن ام دی اف
ترمیم لب پر شدن ام دی اف به میزان آسیب و دلیل لب پر شدگی بستگی دارد زیرا در صورتی که لب پر شدن ام دی اف در اثر رطوبت باشد امکان ترمیم کمتر است. در کل قبل از ترمیم لب پر شدن ام دی اف باید میزان آسیب و نوع ام دی اف را شناسایی کنید زیرا با توجه به این عوامل می توان نحوه ترمیم ام دی اف را پیدا کرد. ترمیم لب پر شدن ام دی اف به چند روش انجام می شود که بهتر است برای این کار از افراد ماهر در این زمینه کمک گرفت تا نتیجه نهایی رضایت بخش تر باشد.
یکی از روش های ترمیم لب پر شدن ام دی اف بتونه کاری است، برای بتونه کاری کردن ام دی اف لب پر شده باید پودر مخصوص بتونه (این پودر باید با توجه به رنگ ام دی اف تهیه شود) به همراه صابون رنده شده و پارافین به خوبی مخلوط کرده و با وسایل مخصوصی مانند کاردک و لیسه قسمت لب پر شده را پوشش داد. البته دقت داشته باشید برای این کار باید مهارت کافی داشته باشید زیرا ساخت بتونه و بتونه گیری کار تخصصی است که باید با مهارت و دقت بالایی انجام شود.